¿QUÉ ES UN MACHO DE ROSCAR? Es la herramienta de corte que genera por arranque de viruta una rosca interna en una pieza previamente agujereada. Este proceso puede realizarse con máquina o manualmente.
PARTES DE UN MACHO Tiene una parte cortante con filetes que generan la rosca y canales para evacuar la viruta y otra de sujeción, con vástago cilíndrico y cuadro. Las dimensiones de largos, diámetro de vástago y espesores de cuadro están normalizadas internacionalmente.
Ezeta fabrica los machos bajo Norma ISO 529
TIPOS DE ROSCA La rosca, es una parte del macho que posee las mismas características geométricas que la tuerca con canales para la evacuación de la viruta.
Las distintas características geométricas de las roscas están normalizadas internacionalmente, tanto en milímetros como en pulgadas.
Ezeta fabrica como linea estándar: -Rosca métrica ISO -Rosca Americana de paso grueso (UNC) y de paso fino (UNF) -Rosca normal británica (Whitworth)
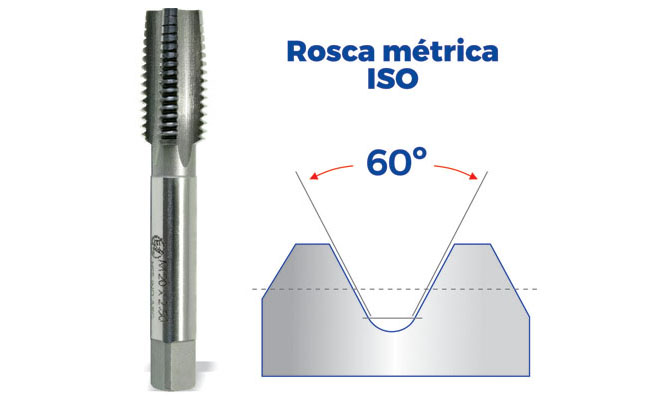
Rosca métrica ISO Este sistema de roscas está basado en el sistema métrico decimal. La rosca métrica está creada por un filete de triángulo equilátero de 60º formado por los flancos. Se designan con la letra M, o MF en caso de ser de paso fino a continuación se indica el diámetro nominal del tornillo, seguida del paso en milímetros.
En estas tablas figuran los diámetros de agujereado standard más próximos que aconsejamos adoptar para cada medida de rosca; además evita al macho esfuerzos peligrosos, garantizan la plena seguridad de los acoplamientos roscados en condiciones normales de uso.
Rosca Americana de paso grueso (UNC) y de paso fino (UNF) La designación que las define, es un número que hace referencia al nominal de la rosca, seguido por el paso medido en filetes por pulgada (es decir, la cantidad de filetes que entran en una pulgada). Para diámetros nominales más pequeños (valores menores a 1/4 de pulgada) la designación queda definida por un número entero. El filete se define por dos flancos que forman un ángulo de 60º.
En estas tablas figuran los diámetros de agujereado standard más próximos que aconsejamos adoptar para cada medida de rosca; además evita al macho esfuerzos peligrosos, garantizan la plena seguridad de los acoplamientos roscados en condiciones normales de uso.
Rosca normal británica (Whitworth) La Whitworth fue la primera rosca estándar nacional de tornillos del mundo. Determina un ángulo de 55° entre flancos. Se designa con la letra W, seguido el diámetro nominal mayor y el número de filetes por pulgada, es decir la cantidad de filetes que entran en una pulgada.
En estas tablas figuran los diámetros de agujereado standard más próximos que aconsejamos adoptar para cada medida de rosca; además evita al macho esfuerzos peligrosos, garantizan la plena seguridad de los acoplamientos roscados en condiciones normales de uso.
CALIDAD DE LAS ROSCAS La calidad de una rosca define las medidas límites de los diámetros que tendrá un macho de roscar, asociado a ello está el juego que habrá entre tuerca y tornillo.
MATERIALES Los materiales más empleados para la fabricación de machos de acero son HSS y HSS Co. Las características más importantes de estos materiales no es sólo la alta dureza obtenida después del tratamiento térmico, sino también la capacidad de mantener esta propiedad a elevadas temperaturas de trabajo. Los machos de HSS (acero rápido) tienen como ventaja un menor costo y mayor tenacidad. Los machos de HSS-Co (acero rápido – cobalto) tienen como ventaja mayor resistencia al desgaste y mayor velocidad de corte.
TRATAMIENTOS SUPERFICIALES Y RECUBRIMIENTOS Tienen como objetivo aumentar la dureza superficial, facilitar la disipación del calor, aumentar la resistencia a la abrasión, la oxidación y disminuir la adhesión. De modo de optimizar las condiciones de corte, obtener mejor acabado y aumentar la vida útil de la herramienta. 1. Microxidado (Vaporizado). Es de color negro. Genera óxidos de mayor dureza en la superficie de la herramienta y aplana las crestas logrando una rugosidad óptima para alojar el lubricante.
2. Nitruro de titanio (TiN) Es de color dorado, tiene un espesor que varía entre 3 y 4 micrones. Este proceso consiste en la deposición de nitruro de titanio sobre la superficie de la herramienta, otorgando un mayor rendimiento Este revestimiento aumenta la vida útil de la herramienta y las posibilidades de trabajo en altas velocidades. Además, disminuye la temperatura de trabajo. La dureza es de 2300 HV y la temperatura máxima de utilización es de 550º C.
3. Nitruro de titanio y aluminio (TiNAl) multicapa. Es de color violeta, recomendado particularmente para trabajos en aceros duros y tenaces, debido a su gran dureza superficial (3.500 HV), este revestimiento asegura una mayor resistencia al desgaste de las herramientas, incluso ante el uso extremo de estas. . Aplicado a herramientas de metal duro, permite trabajar con temperaturas hasta 900°C aprox. Color del revestimiento: violeta o gris.
4. AlCrN El revestimiento de base AlCrN otorga una mayor resistencia a la abrasión, una menor tendencia a la adhesión, gran tenacidad y Microdureza 3.000 HV.
DIFERENTES TIPOS DE MACHOS DE ROSCAR
Los machos de roscar por arranque de viruta están divididos en 3 tipos por su hélice:
Con canales rectos: • Son los de uso más común, típicos en los juegos de machos para roscado manual. • Indicados especialmente para aceros de viruta corta y fundiciones, aunque pueden ser inapropiados para otros materiales. • Adecuados para orificios tanto pasantes como ciegos. • No desplazan la viruta y por lo tanto deben alojarla en su interior, por lo que la relación volumen de viruta a capacidad/espacio de alojamiento es primordial. • Son más durables que los machos con estrías helicoidales.
Con canales rectos de entrada corregida (tipo GUN): • Garantizan que la salida de viruta se realice siempre en el sentido del avance. • Tiene un amplio ámbito de aplicación en agujeros pasantes • Ofrecen mayor productividad gracias a las altas velocidades de corte y una gran duración. • Proveen una geometría especial para procesos seguros, incluso en materiales blandos.
Con canales helicoidales derechos de corte derecho: • Los canales helicoidales extraen la viruta del orificio, evitando la acumulación de esta en el fondo del orificio y minimizando el peligro de que se rompa el macho o se deteriore la rosca. • Los canales helicoidales derechos transportan la viruta hacia atrás, es decir, hacia el vástago, por ello son la mejor opción para agujeros ciegos • Los canales helicoidales pueden tener distintos ángulos para diferentes aplicaciones. • Los canales se emplean tanto para el refrigerante como para la evacuación de la viruta.
TIPOS DE CONO DEL MACHO DE ROSCADO El cono del macho de roscar es la conicidad de la entrada de las roscas que permite distribuir la acción de corte sobre varios filetes. El tipo de agujero que se va a roscar suele determinar el tipo de cono que se debe utilizar. Hay tres tipos de conos.
Cono largo o cono 1 Aplica desde los 3 a los 5 filetes •Mejor calidad superficial •Viruta fina •Presión baja en el cono •Vida útil de la herramienta más prolongada •Más común para machos de roscar de entrada corregida •Permite Par elevado
Cono medio o cono 2 Aplica en 3 filetes •Buena calidad superficial •Viruta de espesor medio •Presión media sobre el cono •Vida útil de la herramienta media •Usado para agujeros ciegos •Más común para machos de roscar con canales helicoidal •Permite Par elevado
Cono corto o cono 3 Aplica en 2 filetes ·Buena calidad superficial ·Viruta gruesa ·Presión alta en el cono ·Vida útil de la herramienta más reducida ·Debe utilizarse cuando es necesario roscar en la parte inferior del agujero •Permite Par elevado
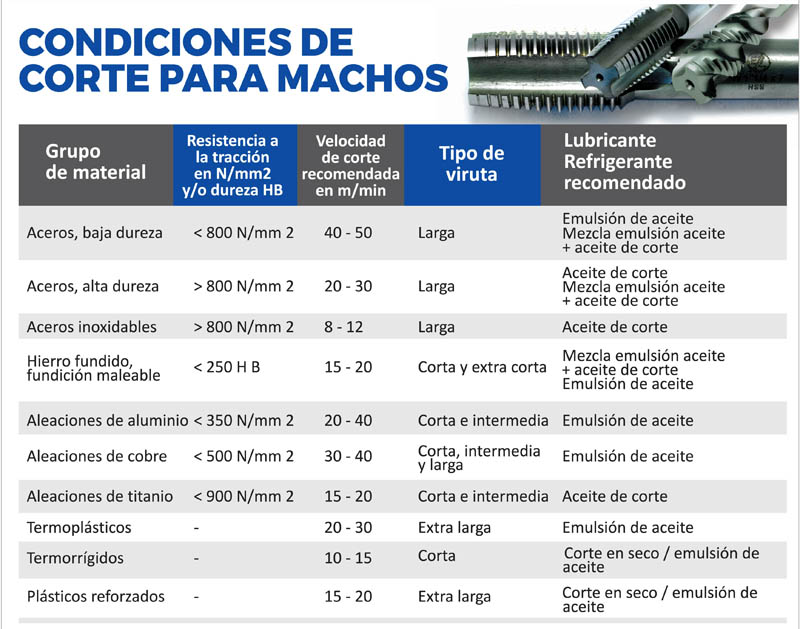
TABLA DE CONDICIONES DE CORTE PARA MACHOS
Estas condiciones de corte son una sugerencia, los ajustes finales se deben hacer analizando el proceso en detalle.
MECHA-MACHO Roscados más rápidos y en una sola operación La herramienta mecha-macho permite agujereado y roscado en una sola operación, en espesores menores al largo del cilindro de la mecha.
Ubicación
Pitágoras 660 (B1812CCB) Carlos Spegazzini, Buenos Aires | Argentina